





















頁廣告7")
熱搜關(guān)鍵詞: PCIe高速數(shù)據(jù)采集卡RFSOC高速數(shù)據(jù)采集軟件無線電平臺(tái)VPX高速數(shù)據(jù)采集卡高速信號(hào)采集卡PCIe數(shù)據(jù)采集數(shù)字信號(hào)處理
?
-
- QT7010-PCIe載板 總線:PCIe FMC數(shù)量類型:FMC
- QT7011-PCIe載板 總線:PCIe FMC數(shù)量類型:FMC+
- QT7012-PCIe載板 總線:PCIe FMC數(shù)量類型:FMC+
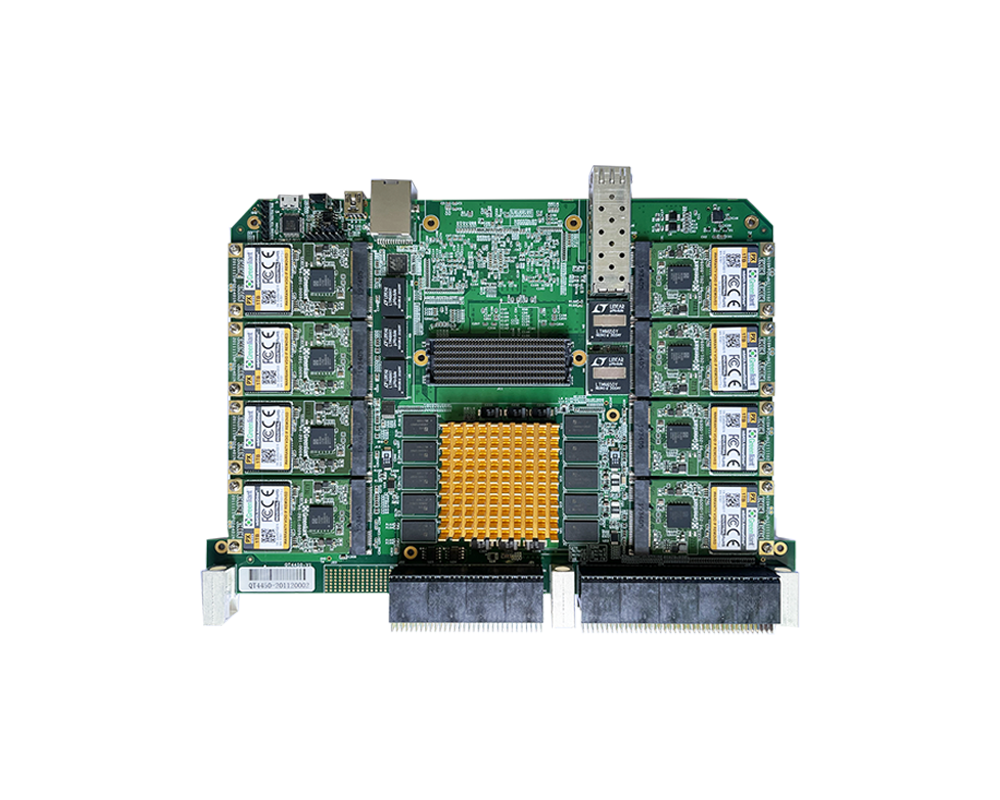
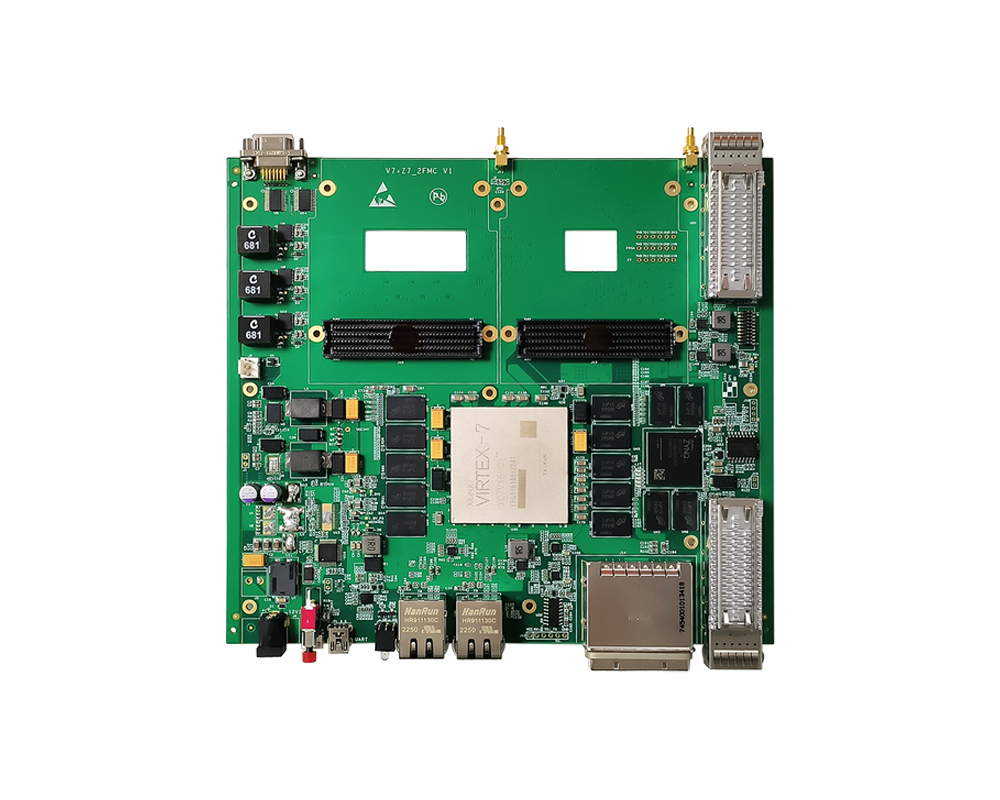
- QT7020-光纖/以太網(wǎng)載板 總線:光纖/以太網(wǎng) FPGA種類:XC7Z100FFG900(兼容045/035)
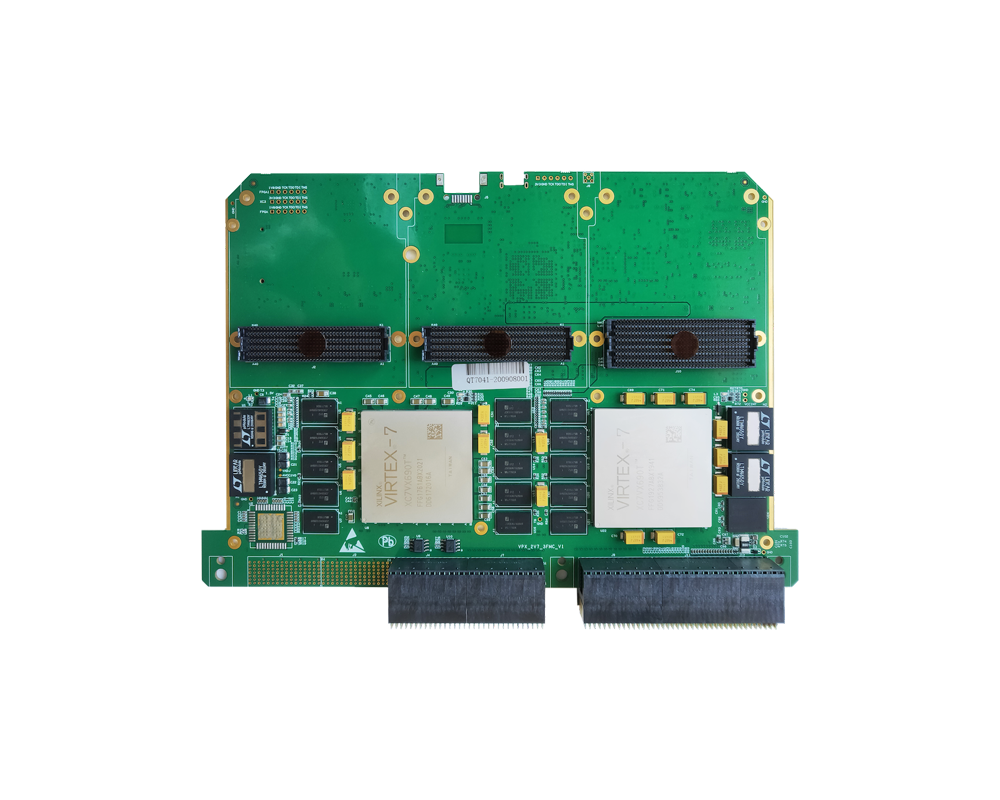
- QT7021-光纖/以太網(wǎng)載板 總線:光纖/以太網(wǎng) FPGA種類:XC7VX690TFFG1761
- QT7024-光纖/以太網(wǎng)載板 總線:光纖/以太網(wǎng) FPGA種類:XCZU19EG-2FFVC1760
FPGA載板

-
- 射頻信號(hào)源-10 GHz丨SC5502A SC5503A 模塊類型:射頻信號(hào)源 輸入頻率:500MHz~10GHz
- 射頻信號(hào)模塊-6GHz丨SC5505A SC5506A 模塊類型:射頻信號(hào)源 輸入頻率:25MHz~6GHz
- 射頻信號(hào)源-20 GHz丨SC5510A SC5511A 模塊類型:射頻信號(hào)源 輸入頻率:100 MHz~20 GHz
- SC800 nanoSynth集成6 GHz SMT合成器 模塊類型:射頻信號(hào)源 輸入頻率:25MHz~6GHz
- 射頻信號(hào)源SC5520/SC5521 模塊類型:射頻信號(hào)源 輸入頻率:1 MHz-3.9 GHz
射頻信號(hào)源

-
- 超聲應(yīng)用案例合集
- 聲場檢測系統(tǒng)
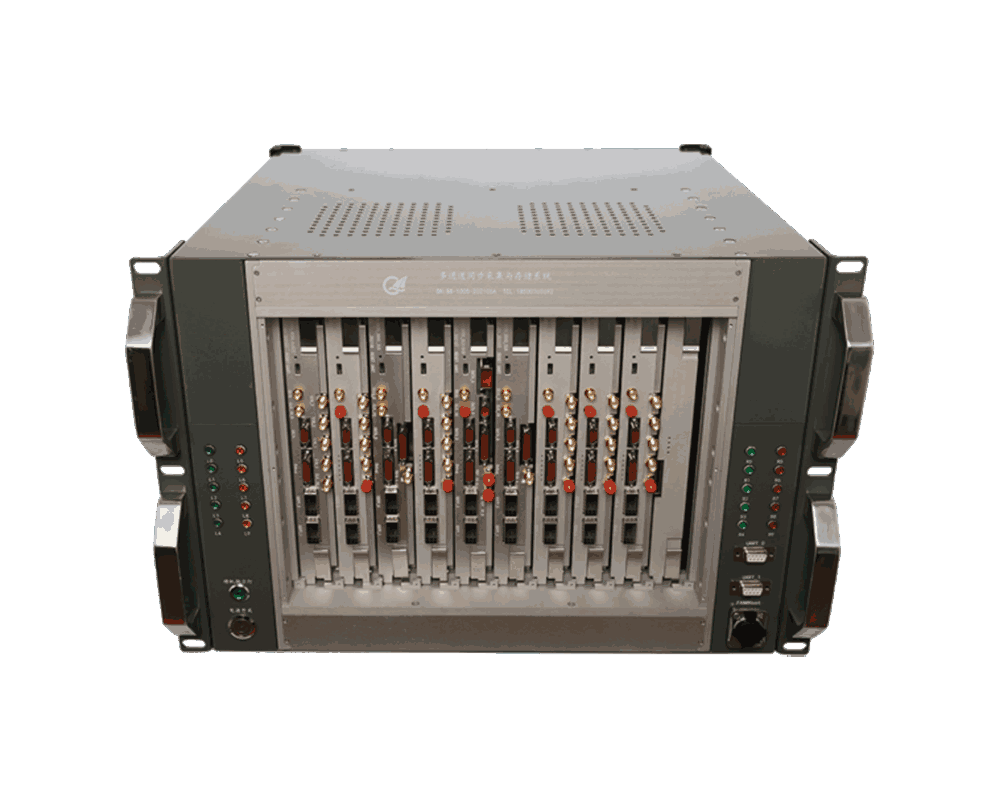
- 32路數(shù)據(jù)同步采集存儲(chǔ)系統(tǒng)
- 坤馳16通道USB超聲相控陣采集激勵(lì)系統(tǒng)
超聲類解決方案

-
- 激光雷達(dá)高速數(shù)據(jù)采集系統(tǒng)解決方案
- SAR回波模擬系統(tǒng)
- 雷達(dá)應(yīng)用合集
- IO大容量存儲(chǔ)系統(tǒng)